When Vida’s sawmill in Hjältevad invested in a new debarking line, Emotron products were chosen to control and monitor the heavier operations. Reliable operation, short braking times and a high level of user- friendliness are considered the greatest benefits.
Sawmill increases operational efficiency with Emotron products

Vida’s sawmill in Hjältevad uses Emotron variable speed drives, softstarters and shaft power monitors in its debarking line.
Sweden’s largest sawmill group
Vida AB is Sweden’s largest privately-owned sawmill group with around 1,000 staff spread across 15 production plants. Of its current SEK 4 billion turnover, 85% is made up of export sales. The business includes sawmills, the production of packaging, pulp/paper and pellets as well as trade in biofuels. Each year, the Group’s sawmills produce 1,115,000 m³ of processed wood products.
The main focus is construction timber, for example roof trusses and joists, products which demand absolute top quality. The timber is adapted to suit different needs in terms of durability, impregnation, planing and length. The timber comes from fir trees and is mainly bought from private forest owners.
New debarking line at Hjältevad
Vida is expanding heavily and has quadrupled its turnover and production in the last four years. Investments are being made to further increase capacity, including at the sawmill in Hjältevad which dates back to the 1940s. The 60 staff at this sawmill produce some 180,000 m³ of ready-sawn timber each year. A new line for timber intake and debarking was put into service at Christmas 2007.
Emotron variable speed drives, softstarters and shaft power monitors are used for starting, controlling the speed and monitoring of the heavier operations. Communication is via Profibus and a serial interface. The installation was carried out by Elteknik EEA AB in cooperation with Ingvar Persson AB (IPAB), one of the Nordic region’s leading manufacturers of timber processing machines. Elteknik EEA was responsible for the planning, design and construction of control panels for control equipment as well as the programming and commissioning of the system.
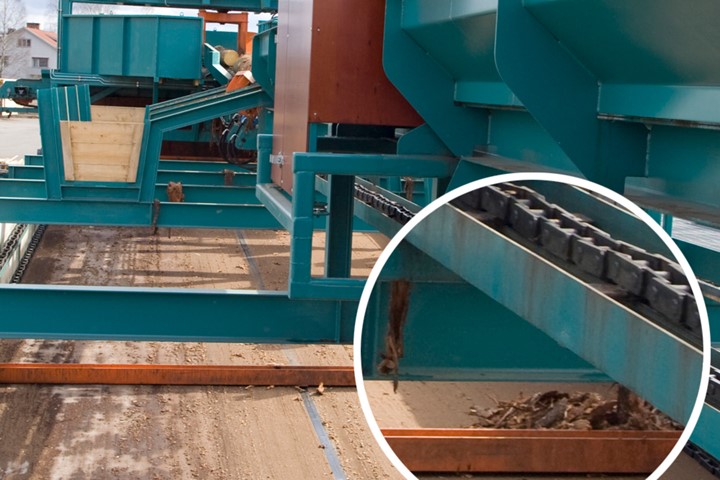
Underneath the conveyor are chain-driven scrapers that remove muck. Emotron M20 shaft power monitors stop the scrapers immediately if they jam, preventing expensive chain breakages.
Logs sawn into construction timber
In the timber intake, the logs are loaded onto a log ladder which makes sure that they land on the conveyor one by one. Underneath the conveyor are chain-driven scrapers which remove the muck that sticks to the logs. Emotron M20 shaft power monitors prevent expensive chain breakages by stopping the scrapers immediately if, for example, a log falls down.
The logs pass through a proving frame which checks that the narrower top end is coming out first. The logs lying with the butt end first are turned around in a log turner. The debarking machine feed is controlled by an Emotron FDU variable speed drive which ensures that the logs are fed in at an even speed which, in turn, provides the correct distance between the logs. After this, they pass through a reducer that trims the logs. This is started and stopped with an Emotron MSF softstarter.

The logs pass through a proving frame which checks that the narrower top end is coming out first. The logs lying with the butt end first are turned around in a log turner.
Bark used for heating and drying
The logs are sawn, sorted and dried before 80 per cent is processed by being cut into lengths and planed to exact dimensions. Bark from the process is used as fuel for heating premises and timber driers. The bark travels on a belt conveyor from the debarking line to a grinder whose drive motor is started and stopped by an Emotron MSF softstarter. The ground bark is then transported directly to the plant’s boilers. Sawdust and chips are sold on; some are used to make pellets.

Fast deceleration saves valuable time. An Emotron FDU variable speed drive with a brake resistor stops the log feed in around one second. Rotors controlled with Emotron MSF softstarters decelerate to a standstill in around 30 seconds.
Super fast deceleration saves time
The feed is powered by four motors each with an output of 22 kW that are jointly controlled by an Emotron FDU 132 kW variable speed drive. The logs move at an average speed of 90 metres per minute. The variable speed drive is fitted with a brake resistor which makes it possible to stop the feed in around one second. Emotron MSF softstarters control a reducer rotor with an output of 220 kW, a 90 kW bark rotor and a bark stripper with an output of 132 kW.
These usually have several minutes in which they coast freely.
“They decelerate to a standstill in about 30 seconds thanks to the softstarter’s built-in vector and reverse current brake,” explains Thorbjörn Palmgren, the sawmill’s electrical manager. “This saves valuable time when we need to take care of something in the line.”
Heavy operation imposes high requirements
The challenge is to dimension the control equipment so that it can cope with high starting torque, major variations in load and fast sequences with high dynamics. Heavy operation imposes high requirements.
“Emotron products cope with this really well thanks to their robust design and construction. And they’re also easy to use,” says Thorbjörn Palmgren. “We’ve worked with the company’s softstarters for many years now. Motor starters with torque control and controlled stops are essential in order to achieve a high level of productivity. And that’s what we achieve with Emotron MSF.”